OMAX Corporation announces new demo centre in Shanghai
OMAX Corporation is featuring its GlobalMAX 1530 and ProtoMAX abrasive waterjets at the AMT Shanghai Technology and Service Centre.


To mill or grind? That is the question when it comes to radial slot machining. Cranden Diamond Products’ head of aerospace business development, Stuart Cleary outlines his case for the latter.
Well, I say grinding every time, but I would; we make grinding wheels. But when asked why I think it’s a better method, I have a pretty good list of reasons. I’m not saying that you shouldn’t mill slots, just that grinding is better – and here are my reasons why.
When machining aerospace-grade alloy parts, the stock removal rate of CBN plated grinding wheels is at least twice that of milling, which is a real cycle time saving of around 50%. If a producer switches to CBN grinding wheels and stops buying carbide milling tools, their tooling cost-savings will be in the region of 70-80%.
We have been making precision electro-plated diamond and CBN profile wheels for many years, so we know what works and what doesn’t. Aero-engine manufacturers keep us on our toes by inventing ever-harder materials that cause no end of issues because they are very difficult to turn into precise, beautiful pieces of engineered components for aero-engines. The tolerances, hardness, the brittleness and issues with heat stresses all add to the problem, not to mention workholding.
The VIPER grinding method of re-dressing a profile into a standard grit wheel is fine if the profile is symmetrical and if you can afford it – and be prepared to wait for the reverse plated dresser. But VIPER grinding doesn’t do everything, and the places where you can buy the standard grit wheels and dressers have become a seller’s market to say the least. Naturally, you are going to look at alternatives, and there is a grand total of two of them: milling and electro-plated diamond/CBN wheels.
Getting behind the wheel
The good news is that electro-plated diamond wheels fit onto all the machines given over to VIPER, such as Blohm, Mägerle, Makino and Starrag, to name a few - and they don’t need much if any tweaking for a plated form wheel to work fine. The bad news is that very few people are confident in performing any ‘tweaking’, so the job is moved to a CNC vertical machining centre. I say ‘bad news’ because, as an experienced grinding wheel supplier, my opinion is that it is really difficult milling slots - especially radial ones - the expensive tools are just not up to the job. Minute diameters, a short life and heat trauma issues means it’s the wrong way of doing it. Here’s why.
The part: normally cast, aerospace engine parts are complex, to say the least. Workholding is a big issue with VIPER grinding; designing hard-point mounting or encapsulating the part isn’t at all easy, and to transfer that onto a milling machine is expensive and difficult to get right. Just imagine off-line programming your 5-axis machining centre to do it all (with a Cranden wheel, of course).
The machine: As above really, but if money is no object and cycle times and deadlines don’t matter, then fine. If you have the space and the spare technical guys who can actually get it to work, then go for it. If you run a Lean production or a single-piece flow, minimising operations by concentrating on getting all that you can done on one machine makes a big difference to your cycle strategy. Our advice: contact us and use your existing machinery, plenty of others do.
Design and tolerances: Don’t you just love designers? Geometry, tolerances, finishing requirements? Yes, these are very complex super-alloy parts for aero-engines, but no thought goes into how the operators on the shopfloor are going to be able to make it. Then you have the measuring and testing of the part for heat issues from milling. Of course, a lot of these issues would relate to grinding as well as milling, but there are a few important differences.
To mill or to grind?
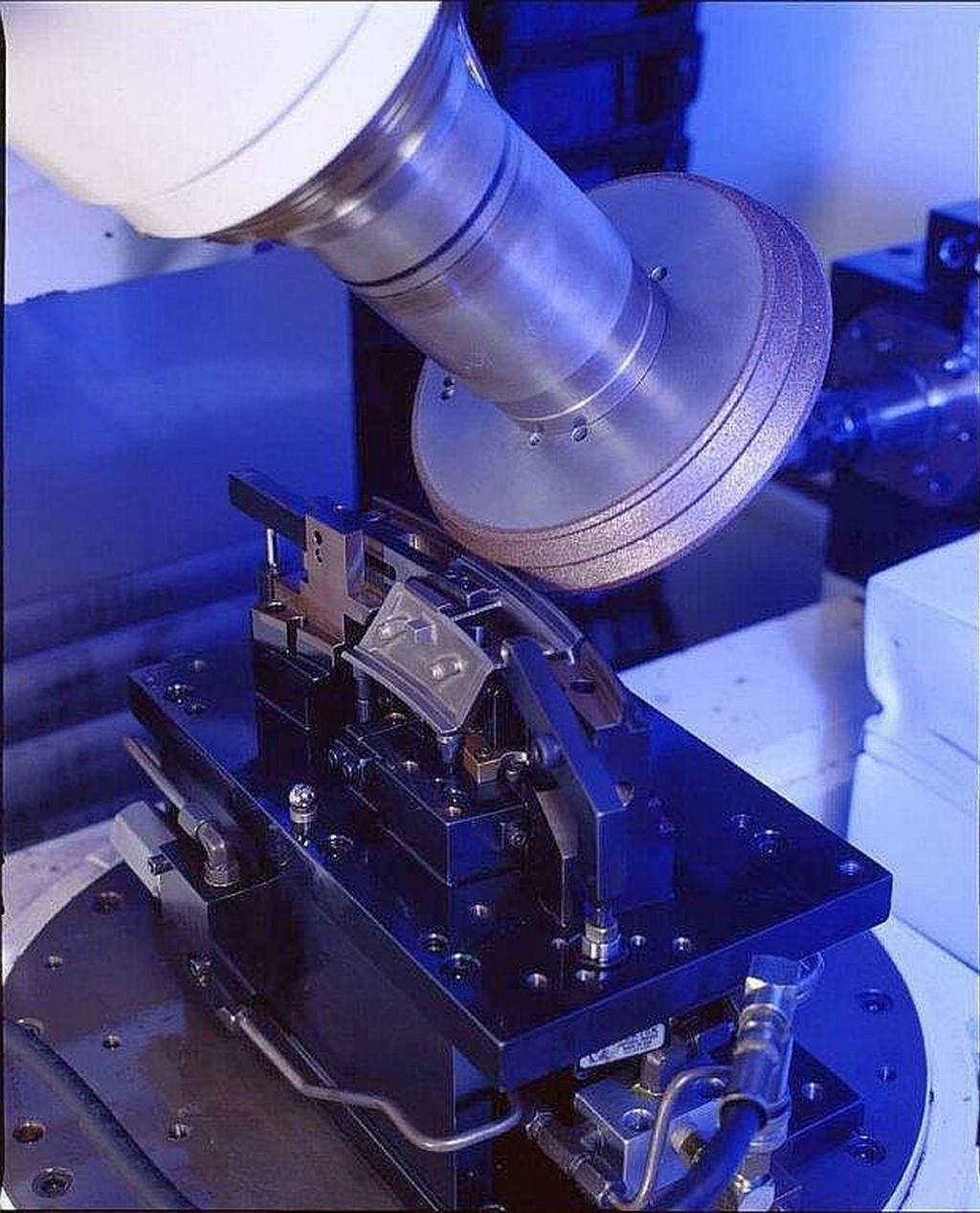
So why switch to grinding a slot instead of milling? Primarily, because electro-plated CBN has a high thermal conductivity. It dissipates the heat better than anything else other than diamond, meaning lower wear resistance and really good wheel life. Grinding will outstrip milling every time, and leave a better finished form.

The best bit of all is that the CBN wheels are supplied with the slot profile already in place on the rim of the wheel, so, no dressing required! The wheels are made dead true, so the set-up is important, but after that, it stays on until it wears out. Then you put another one on. It really works this easily and we supply to a lot of large companies that do it this way.
In short, you can control the form with the geometry of the wheel; you can control the finish with the grit size; either diamond or CBN is available for different materials; wheels can be delivered within three weeks of being ordered; profile wheels are quality controlled and supplied with ground coupons for easy mounting; little or no issues with wheel substance. Just nickel, diamond and a steel body; full back-up when getting started from Cranden Diamond Products; full after-sales back-up from us, including problem-solving.
After establishing contact, Cranden will require a part/wheel profile drawing and some machine tool details/specs. We will visit and examine your set-up, design the wheel and assist you with CNC part program writing, speeds and feed-rates. We are assisted by a top aerospace technical engineering company whose services we commission for larger set-ups. After that, you trial our wheels and we get you comfortable with the new production process, holding your hand all the way to your next big order with us for super-abrasive electro-plated profile wheels. It’s your move.









